

859-351-4506

Engineering - Design - System Integration
ASSEMBLY LINES
Versa Tech designs, builds and commissions Automatic and Semi-Automatic Industrial Assembly Lines and Machines. Integration of mechanical indexers, power and free conveyors, electronic screw drivers, ultrasonic and induction welders, vibratory feeders, vision cameras, Bar Code and RFID readers.

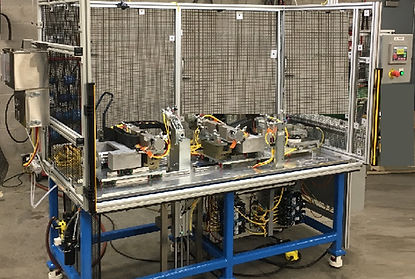
Semi-Automatic Final Line Assembly for Automotive Suspension System
Eight Station Semi-Automatic
Final Assembly Line
-
Servo-Hydraulic Crimping
-
Servo-Mechanical Presses
-
Electronic Torque Drivers
-
Vision Inspection
-
Bar Code Part Trace
-
O-Ring Expanders
-
Servo-Positioning
Process Part Traceability
The eight stations electronically linked to ensure that only good product can advance in the process. At the completion of each operation the part production information is forwarded to a Facility Historian for Traceability.

Rotary (36) station Index Machine
-
Glass sealing of lamp lens and reflectors at 2000 degree F.
-
Servo driven turret dial 72 inch diameter with (36) stations.
-
Robot load and unload of turret.
-
Process burner stations with linear cam lifts and spinning
-
Manifold systems for Natural Gas, Oxygen, Air, Nitrogen and Vacuum


Hoist Rail Support Structure
The Hoist Rail Support Structure is freestanding, steel fabrications supported off of the floor and include height adjustment. The structure is designed in sections to allow for ease of assembly and shipping.
Support for weld guns for automotive body weld.
Automotive Hose Assembly
Semi-automatic workstation to assemble Radiator Hose Assemblies.
The assembly station includes:
-
Mist Spray Assembly
-
Connector Assembly
-
Clamps Assembly
-
Hoses Assembly
-
Ink Stamp Assembly

Press & Screw Feed Assembly
Automatic station to press and seat part with screw feed and assembly.
-
Press force 300 lbs.
-
Blow feed screws to 3 screw drivers
-
Dual Position of each screw driver to insert total of (6) screws.
-
Torque screws to produce leak proof assembly.

Glue Assembly & Accumulating Conveyor
Integrated production cell to attach lens to lamp reflector, plus application and curing of sealant. Cell includes a specialty accumulating conveyor, vertically mounted six-station indexer, X-Y-Z servo driven sealant dispense station and related control systems including SCADA Historian. Cycle time is 1.3 seconds and system was Six Sigma compliant.


Semi-Automatic (8) Station Dial Indexer
Assembly of Automotive components
-
Operator loading and inspection.
-
Induction weld temperature and pressure sensors into injection molded base.
-
Ultrasonic weld plastic caps into injection molded base.
-
Servo control multi-axis unloading

Power & Free Conveyor Line
Induction Weld Station
Induction Weld Station automatically welds (6) Cooler Inserts into the Injection Molded Body. The (6) Inserts are vibratory bowl fed and automatically loaded. An individual cylinder presses each insert. The inserts are induction heated and pressed within the 12 second cycle which includes pallet transfer and positioning time.

Dual Vertical Press Station
Three automotive components are pressed to an assembly.
-
Operator loads components
-
Parts are confirmed by Bar Code Reader
-
Two parts are pressed together with a lighter force
-
The 2 part sub-assembly is shifted under the third component.
-
The second press assembles the 3rd component to the other two.

Mold Process Line
-
Mold Fixtures
-
Mold Accumulating Conveying System
-
Mold Indexing Track
-
Mold Lubrication
-
Press
-
Gas Injection
-
Mixing Machine
-
Chemical Dispense
-
Forced Air Electric Curing Oven
-
Mold Cooling Tunnel
-
Tear Removal Station
-
Roll Ejector Station
-
Mold Inspection and Shaft/End Plug Load Station
-
Mold Clean Station

Pressure & Temperature
Bonding Assembly
-
Twenty (20) station dial indexer
-
Layers of material are automatically loaded
-
Temperature and pressure are applied and maintained through the indexing cycle
-
Bonded assembly are automatically unloaded

Automatic Torque Station
Automotive component assembly
Automatically complete the screw insertion of a Pressure and Temperature Sensor and a Filter Cover Assembly. Apply oil to Cover O-ring while completing insertion. The Pressure, Temperature Sensors and Cover are inserted to a specified torque ±1 Nm.

High Speed Assembly Machine
-
Automatic assembly of five (5) automotive components
-
Index Dial 54” diameter
-
Twelve (12) Stations with (4) nests at each station
-
Vibratory Feeder System for each component
-
Eight (8) Vision Inspection Stations
-
Data Historian and OEE analysis systems

LEAN Assembly Line
Semi-Automatic Automotive Assembly Line
-
Assembly of (33) components for a Die-Cast Engine Module
-
U-Line with material flow racks In & Out to the outside of the line with operator(s) in the center of the line.
Assembly Operations:
-
Station 1 - Manual component loading, four (4) pneumatic presses, O-ring expander and Poke Yoke inspection of all components
-
Station 2 - Screw drive and automatic torque station; press station, O-ring expander and Poke Yoke inspection of all components
-
Station 3 - Automatic torque station; O-Ring Lubrication system; Dual Chamber Leak test; Engraving and Poke Yoke inspection of all components
-
Data Historian and Track and Trace of each serialized assembly

Sleeve Cutting Machine
Semi-Automatic Automotive Part Process
Cutting Rubber Sleeves to specified length
-
Operator Loads & Unloads machine
-
Mandrel expands to prescribed shape
-
Servo driven cutter assembly is positioned based on vision system control loop.
-
Cutter Carriers are servo controlled to control depth of cut.

Foam Seals & Injection Molded Assembly
-
Twelve (12) Seals are vibratory feed.
-
Two (2) Injection Molded parts are automatically transferred from the Injection Mold Machine to the assembly station
-
Two, (4) axis SCARA robots, vacuum pick the seals and place them onto posts of the injection molded parts.
-
The Finished assemblies are automatically unloaded to next operation


Tractor Trailer Steer Axle Assembly
The assembly line consists of six assembly stations. Each station has gravity roller conveyors for the Steer Axle Assembly.
The stations have lift tables to ergonomically position the Steer Axle Assembly.
Manual Assist Mechanism and Torque Control System are located on each side of the lift tables.
The Jib Crane, Air Balance and Torque Inhibitor Arm provide the counter balance and reaction torque of the tool. The Torque Control System provides the control and historical data collection for the torque setting of each bolt.
Torque setting of two (2) groups of bolts:
Wheel Assembly Bolts - The first group of bolts consists of sixteen (16) bolts Torque to be set between 369 and 480 foot lbs.
Brake Mounting Bolts – The second group of bolts consists of eight (8) bolts Torque to be set between 428 and 443 foot lbs.